Production Line Introduction
The rum production line provided by Tiantai Company is specifically designed for the production of high quality rum, utilizing sugarcane molasses or fresh sugarcane juice as raw materials. The process involves a series of stages including fermentation, distillation, aging, and bottling. This comprehensive solution combines the advantages of traditional pot distillation with modern continuous distillation techniques, while also integrating automated control systems and CIP (Clean-in-Place) cleaning systems. Key configuration parameters are determined based on the following criteria: prior to fermentation, molasses must be diluted to a concentration of 15–20°Bx, and 0.03–0.06% ammonium sulfate is added to serve as a nitrogen source. For distillation, pot stills are employed to produce full-bodied, aromatic rums, whereas column stills are utilized to produce lighter-bodied rums; both methods allow for the precise separation of the “heads” and “tails” fractions.
Process Description
Rum production is a process that integrates microbial fermentation with physicochemical aging, primarily comprising the following five core steps:
Raw Material Pretreatment and Saccharification
Raw Materials: Primarily sugarcane molasses or fresh sugarcane juice.
Process: Molasses is characterized by its high viscosity and a pH range of 2.5–5.5; therefore, it requires dilution with hot water and pH adjustment. During this stage, filtration is employed to remove impurities—such as colloids, ash, and calcium sulfate—from the molasses. This step prevents scale formation within the subsequent distillation equipment and ensures the purity of the fermentation wort.
Fermentation
Process: The diluted sugar solution is pumped into fermentation tanks, where specific rum yeast strains are introduced. The fermentation temperature is typically maintained within the range of 28–33°C or 30–33°C.
Distillation
Process: The fermented mash is fed into the distillation system.
Pot Distillation: Used to produce full-bodied, aromatic rums. This method employs batch distillation, utilizing a “swan neck” and reflux column to extract the “heart” .
Column Distillation: Used to produce lighter-bodied rums. This method utilizes a multi-column continuous distillation process to yield alcohol with an ABV (Alcohol by Volume) of up to 96%, resulting in a purer, cleaner spirit profile. Fractionation: During this operation, it is essential to strictly separate the “heads,” “hearts,” and “tails” fractions.
Aging
Process: Freshly distilled raw spirit is colorless and transparent; it must be transferred into oak barrels for aging.
White Rum: Typically stored in stainless steel tanks or, following a brief aging period, filtered through activated carbon.
Gold/Dark Rum: Aged in oak barrels for a minimum of one year. During this process, lignin within the wood breaks down to produce vanillin and eugenol; simultaneously, esterification and oxidation reactions occur, resulting in the formation of a complex aromatic profile.
Blending, Filtration, and Bottling
Process: The aged base spirit undergoes precision filtration to remove impurities and potential microorganisms, ensuring the liquid remains crystal clear and brilliant. Subsequently, the spirit is blended according to a specific formula and, following standardization, proceeds to the bottling stage.
Bottling: An automated weight-based filling system is employed. This system must not only guarantee precise measurement accuracy but also incorporate data traceability capabilities to facilitate the monitoring of inventory losses.
Basic Equipment Components
Based on the production process workflow, a complete rum production line can be categorized into four major systems:
Raw Material Handling and Fermentation System
Molasses Storage Tanks: Equipped with heating coils to reduce the viscosity of the molasses.
Molasses Dilution and Mixing Tanks: Fitted with agitators to dilute the molasses to the required concentration for fermentation.
Plate-and-Frame Filter Presses : Used to remove colloidal substances and impurities from the raw molasses.
Fermentation Tanks: Constructed from stainless steel and equipped with cooling jackets, CIP spray balls, and pressure protection devices. Capacities typically range from 10 to 50 tons.
Distillation System
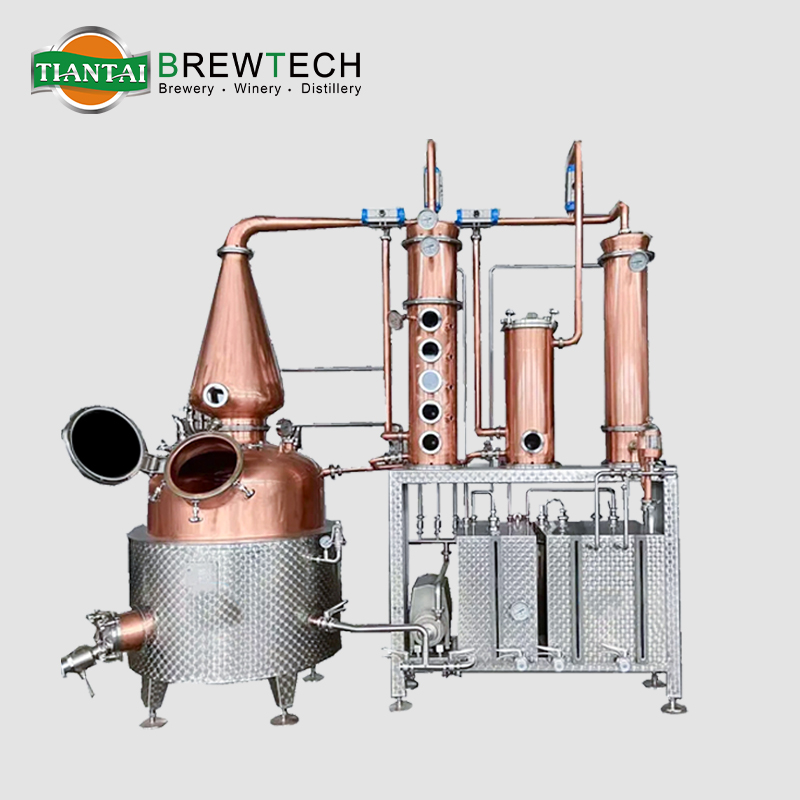
Divided into two categories—Pot Stills and Column Stills,which can be combined according to specific production requirements.
Pot Stills: A typical configuration includes a distillation pot, swan neck, partial condenser, main condenser, and spirit receiver. Construction materials may be selected from red copper or 304/316L stainless steel.
Column Stills: Comprising an analyzing column and a rectifying column, these units utilize either bubble-cap trays or packed-column structures to produce high-proof, neutral rum base spirits.
Aging and Blending Systems
Oak Barrels: Primarily Bourbon or Sherry casks, typically ranging in capacity from 200L to 300L.
Blending Tanks: Equipped with agitators and precision flow/weight sensors for the mixing and flavoring of different spirit batches.
Aging Warehouses: Require controlled environments with constant temperature and humidity management, and are equipped with automated liquid transfer pipelines.
Filtration, Filling, and Packaging Systems
Spirit Stabilization Filters: Used for filtration prior to final bottling to remove suspended solids and particulates.
Fully Automated Bottling Line: Bottle Washer → Filling and Capping Machine (isobaric filling, explosion-proof design) → Light Inspection → Labeling Machine → Case Packer.
Filling Accuracy: Weight-based filling is recommended—featuring explosion-proof certification—to ensure compliance with safety regulations for alcohol production.
CIP Cleaning System: A Clean-in-Place system covering fermentation tanks, distillation equipment, and pipelines to prevent cross-contamination.