Product Overview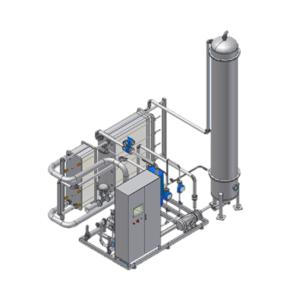
The Thermal Deaeration System is a sophisticated, integrated solution consisting of ten core functional units: a pre-balance unit, deaeration unit, liquid level control unit, water sterilization and cooling unit, carbonation unit, CO2 auto-control unit, process detection unit, PLC control and remote monitoring unit, CIP cleaning auto-control unit, and a high-concentration dilution mixing unit. This system comprehensively covers the entire process of deaerated water preparation, temperature regulation, carbonation treatment, and high-gravity beer dilution. At its heart, the system adopts a thermal deaeration process. Through the precise, synchronized operation of each unit, it first produces deaerated water that meets hygienic standards and process parameters. This deaerated water is then precisely blended with high-gravity beer at a preset ratio, ensuring consistent final product quality. The system is adaptable to various beer production scenarios, particularly meeting the stringent production standards for non-alcoholic beer. Its fully automated operation significantly improves production efficiency, reduces labor costs, and guarantees a stable, controllable manufacturing process.
Advantages
- Precise Process Control, Consistent Quality
The thermal deaeration process, combined with efficient mass transfer design, yields high-quality deaerated water. Coordinated unit operation precisely controls flow rates, temperature, CO2 content, and mixing ratios, ensuring stable final beer quality and preventing issues such as CO2 flashing or temperature deviations that could compromise taste and characteristics. - High Degree of Automation, Easy Operation and Maintenance
The control system, equipped withSiemens PLC, touch screen, and industrial PC, enables full-process automation. It facilitates real-time data acquisition and logging of all operational parameters. Remote monitoring capabilities allow technical and production departments to access equipment status and production reports anytime, making daily operations and maintenance straightforward and efficient. - Energy Efficient, Highly Adaptable
The water sterilization and cooling unit employs a three-stage heat exchanger to substantially improve heat exchange efficiency and conserve energy. The deaerated water constant temperature control system precisely maintains deaerated water at the required 2-4°C process temperature. It also features automatic regulation of refrigerant temperature fluctuations, adapting to varying site conditions and preventing plate heat exchanger icing that could impair heat exchange performance. - Hygienic Compliance, Safe and Reliable
Process piping utilizes sanitary welding techniques. The CIP cleaning auto-control unit automates the entire cleaning cycle, effectively resolving the challenge of cleaning packed towers and preventing scale buildup, microbial contamination, and odor generation. This ensures that the microbiological indicators of the dilution water meet the requirements for non-alcoholic beer. - Flexible Operation, Accurate Blending
The high-concentration dilution mixing unit features a precise volumetric blending design. The mixing ratio can be pre-set and maintained through real-time monitoring and adjustment, ensuring the actual blend ratio matches the programmed setpoint. Each unit’s parameters can be flexibly adjusted based on production demands, accommodating diverse manufacturing needs.
Detailed Explanation of Functional Units:
- Pre-Aeration Unit
This unit ensures stable influent flow rate, establishing the foundation for subsequent mass transfer and deoxygenation efficacy. A consistent influent flow rate is critical for maintaining stable film flow from top to bottom within the mass transfer tower and a steady counter-current carbon dioxide stream. This equilibrium is essential for optimal mass transfer. Furthermore, the relative constancy of both flow rates is a prerequisite for achieving stable deoxygenation. The system employs real-time flow monitoring to continuously track influent flow, with flexible adjustment capabilities based on production demands, thereby ensuring a constant and controllable flow. - Deoxygenation Unit
This unit comprises the deaeration tower, gravity distributor, high-efficiency packing, main tower body, automatic carbon dioxide distribution system, and centrifugal pump. Leveraging an effective flow distribution design and high-efficiency packing tower architecture, incoming water is instantaneously dispersed over the packing surface. This creates a substantial specific surface area, facilitating efficient mass transfer with carbon dioxide to produce high-quality deaerated water. Concurrently, the high-temperature deoxygenation process achieves instantaneous sterilization. The process piping utilizes sanitary welding techniques, adhering to food-grade production standards and mitigating contamination risks. - Level Control Unit
This unit is primarily responsible for dynamic control of the system’s overall liquid level, ensuring stable equipment operation. It consists of a level detection system, a variable frequency control system, and associated control logic. The system dynamically monitors liquid level data in real-time according to the level requirements of different operational stages. Under the controller’s command, it precisely adjusts the liquid level according to a predefined program, preventing equipment malfunctions due to excessively high or low levels and ensuring continuous and stable production. - Sterilization and Cooling Unit for Deaerated Water
This unit, composed of a three-stage plate heat exchanger, steam control, constant temperature control of the refrigerant, and a temperature control system for deaerated water, is crucial for sterilizing and cooling the deaerated water to meet temperature specifications. The use of a three-stage heat exchanger significantly enhances thermal efficiency and conserves energy. To further reduce the deaerated water temperature to the process requirement of 2-4°C, the system incorporates a dedicated deaerated water constant temperature control system. This system utilizes a glycol-based refrigerant, with temperature detection via a platinum resistance thermometer. The PLC calculates and issues control commands based on preset system values, dynamically adjusting the temperature of the refrigerant entering the plate heat exchanger to ensure the deaerated water temperature conforms to process specifications. For situations with significant refrigerant temperature fluctuations, the system features an automatic adjustment function to effectively prevent plate heat exchanger freezing. Freezing reduces the effective heat exchange area, leading to cooling difficulties and compromising system adaptability to site conditions. - Dilution Water Carbonation Unit (Pre-saturation, Mixing)
The function of this unit is to carbonate the deaerated water (dilution water) to achieve the requisite carbon dioxide content for beer dilution. Under low pressure, a uniquely designed mixing and injection device, in conjunction with a holding tube section, ensures that the carbon dioxide content of the dilution water reaches or closely approximates the target range for diluted beer (specified as 0.40-0.50%). This process ensures that the carbon dioxide remains stably dissolved in the diluted beer, preventing effervescence and instability that could adversely affect the mouthfeel and foam characteristics of the diluted product. - Carbon Dioxide Control Unit
This unit, comprising a pressure regulation system, check valve, flow meter, and pneumatic valve, is critical for supplying stable and controlled carbon dioxide to the deoxygenation and dilution water carbonation units. Under PLC control, it executes pre-programmed CO2 purging and displacement, ensuring consistent supply and preventing pressure fluctuations that could impair mass transfer, deoxygenation, or carbonation efficacy, thereby maintaining process stability. - Process Detection Unit
This unit provides real-time monitoring of key process parameters to ensure precise product quality control and timely anomaly detection. The temperature detection system verifies that dilution water temperature meets process specifications. Dissolved oxygen sensors monitor residual oxygen in deoxygenated water, triggering an automatic re-oxygenation cycle and an alarm if deviations occur. Additionally, it monitors beer concentration and CO2 levels during the dilution and mixing process, guaranteeing finished beer quality compliance. - PLC Control Unit and Remote Monitoring
Serving as the system’s central control hub, this unit utilizes Siemens PLC, touch screen, and industrial PC for fully automated control of the entire system. It facilitates the acquisition and recording of all field data, including dissolved oxygen values, beer concentration, beer CO2 content, and temperatures at various stages. Technical and production departments can remotely monitor equipment status and production reports via an upper-level monitoring system, enabling precise process oversight and improving operational efficiency. - CIP Automated Cleaning Unit
Given the unique structure of packed towers, conventional pipe and equipment cleaning methods are insufficient. Inadequate cleaning can lead to scaling on packing material, compromising mass transfer efficiency, or, in severe cases, microbial contamination and off-flavors. This system’s fully automated CIP program design ensures thorough cleaning of the packed tower, preventing precipitate buildup, such as carbonates. This maintains the microbiological quality of dilution water to meet the stringent requirements for producing “pure draft” beer, thereby safeguarding product hygiene and safety. - High-Concentration Dilution and Mixing Unit
This unit employs a volumetric ratio system, consisting of electromagnetic flow meters, control valves, metering pumps, and associated piping. Its primary function is the precise blending of high-concentration beer with dilution water. By continuously controlling water flow rate, it adjusts the beer-to-water mixing ratio, which can be pre-set via the control panel. The control system receives real-time data from flow meters on both beer and water lines, adjusting the control valve on the water line to ensure the actual mixing ratio precisely matches the setpoint, thus guaranteeing stable finished beer concentration.
Application Areas
This system is primarily applied in the brewing industry, specifically for the high-concentration beer dilution process in breweries. It is suitable for producing both “pure draft” beer and various conventional beer types.