Modern fermentation is one of the most influential stages in commercial beer production. While yeast ultimately determines how sugars are converted into alcohol and flavor compounds, the fermentation vessel itself plays an equally important role by controlling temperature, oxygen availability, hydrostatic pressure, and yeast movement throughout the process.
Modern breweries rarely view fermentation tanks as simple storage vessels. In today’s commercial brewing environment, the fermentador functions as a carefully engineered bioreactor where yeast metabolism, heat transfer, hydrostatic pressure, and process control work together to determine beer quality. Decisions made during this stage influence attenuation, ester formation, yeast health, flavor stability, filtration performance, and even the consistency of future generations of harvested yeast.
The widespread adoption of cylindroconical fermentation vessels transformed brewing during the second half of the twentieth century. Compared with traditional open fermenters and horizontal lagering tanks, cylindroconical fermenters combine primary fermentation, yeast collection, maturation, carbonation, and in many cases even pressure fermentation within a single vessel. Besides reducing labor and contamination risks, this design gives brewers far greater control over fermentation kinetics and product consistency.
However, installing a modern fermenter alone does not guarantee consistent results. Tank geometry, filling procedures, cooling strategy, oxygen management, and yeast handling all interact throughout fermentation. Small changes in one parameter often influence several others. For example, filling schedules affect convection currents, which alter yeast suspension, which in turn changes attenuation rate and flavor development.
This four-part series examines the engineering principles behind modern cylindroconical fermentation and explains how breweries can optimize beer quality through better process design rather than relying solely on recipe adjustments.
In this article, Tiantai explores how proper yeast pitching, wort aeration, and natural convection establish the foundation for healthy fermentation and consistent beer quality.
Yeast Pitching and Wort Aeration: Establishing Healthy Fermentation
Successful fermentation begins long before vigorous CO₂ production becomes visible. The condition of the yeast during the first few hours after pitching largely determines fermentation performance over the following week.
For most standard-strength beers, breweries typically pitch approximately 15 million yeast cells per milliliter, calculated against the total fermenter volume. Higher gravity worts generally require increased pitching rates and higher dissolved oxygen concentrations to support additional sterol synthesis and cell membrane development. Oxygen demand varies according to yeast strain, fermentation temperature, and beer style, but values around 8–10 mg/L dissolved oxygen are widely regarded as an effective starting point for many lager fermentations.
Equally important is where the yeast enters the process.
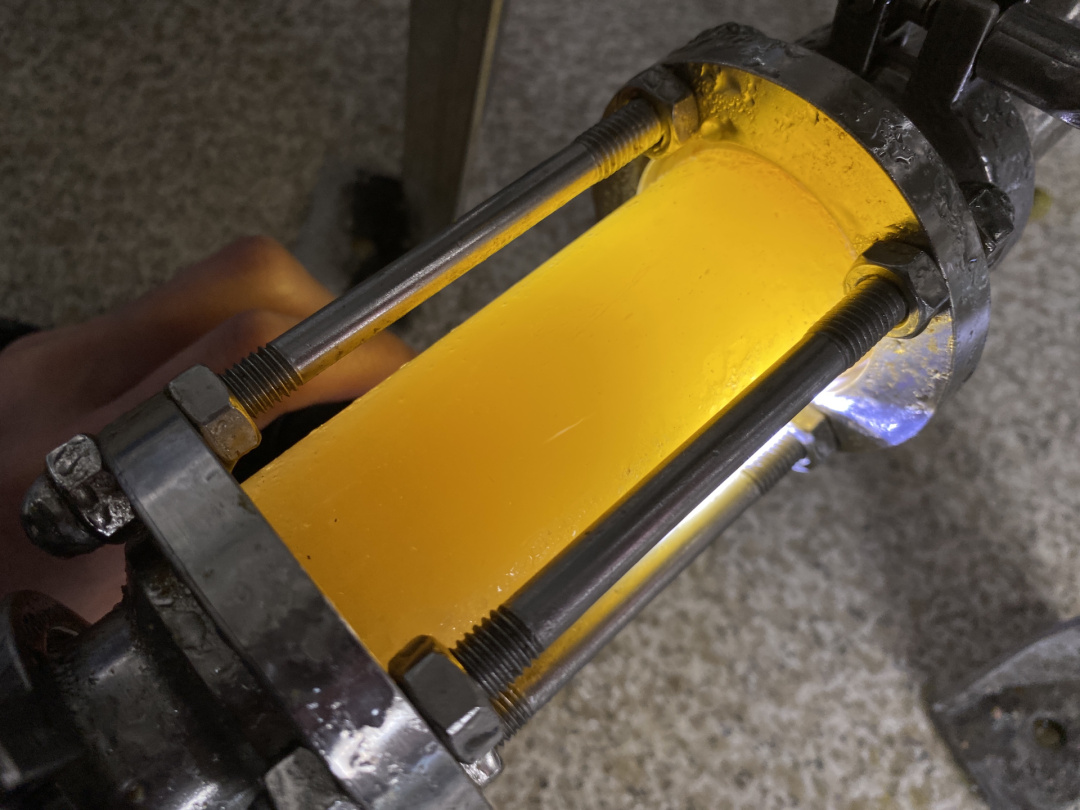
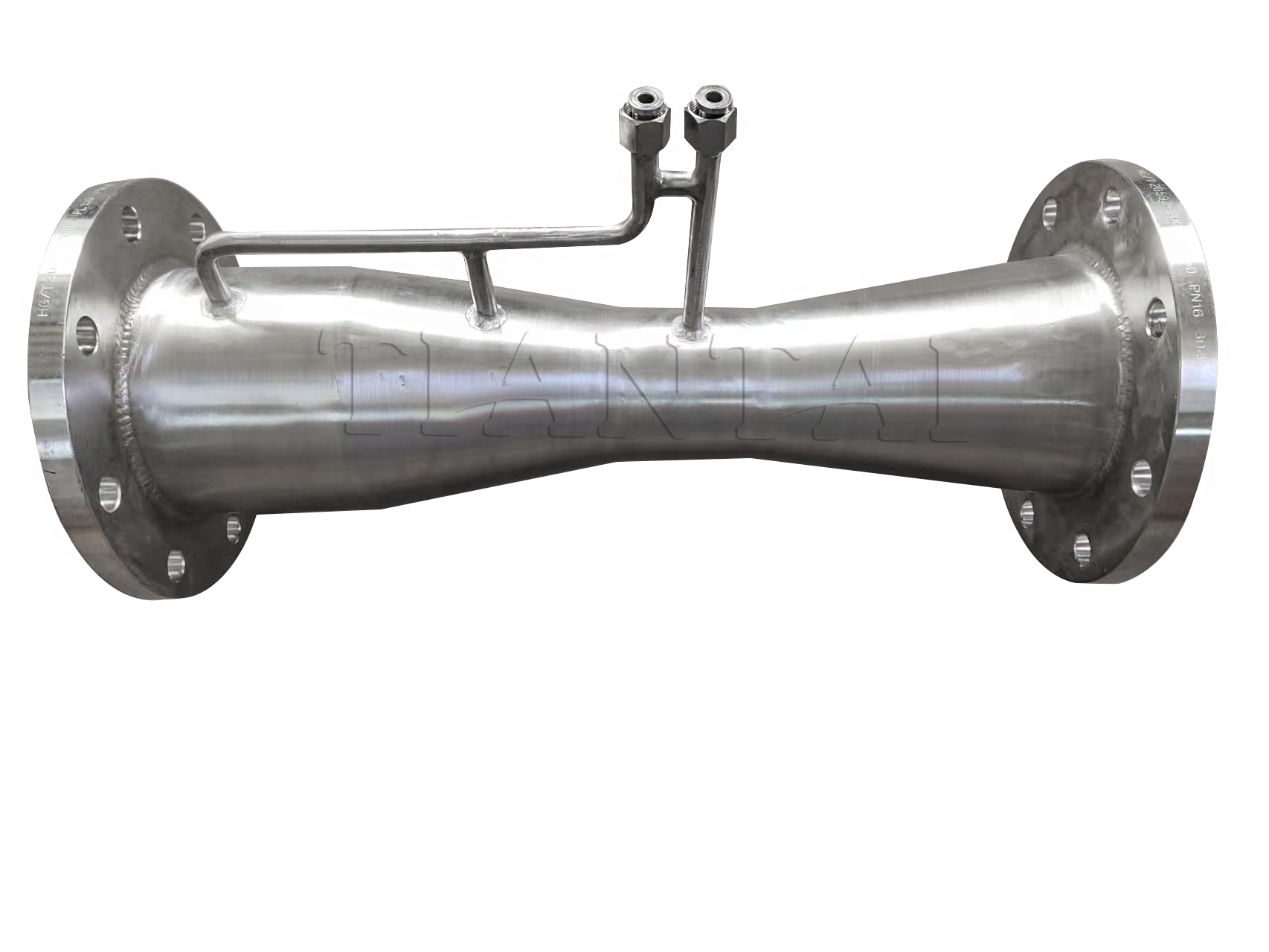
Commercial breweries normally oxygenate cooled wort immediately before the fermenter using an inline oxygenation system. The yeast should be introduced downstream of the oxygen injection point rather than upstream. Doing so minimizes mechanical stress caused by turbulent mixing devices or Venturi injectors and allows yeast cells to encounter a fully oxygenated environment immediately after pitching. Preserving cell integrity during this stage improves viability and reduces unnecessary physiological stress before active fermentation begins.
Although this principle appears straightforward, complications often arise when a large fermenter is filled over multiple brews during the same production day.
Many breweries deliberately aerate only the first portion of wort entering the vessel while leaving subsequent batches unaerated. This practice encourages appropriate sulfur dioxide formation during fermentation, contributing to flavor stability in the finished beer. However, partial aeration introduces another challenge that is frequently underestimated.
Contrary to common assumptions, pumping wort into a tall fermentador at high flow rates does not always produce complete mixing. Because the incoming wort may differ slightly in temperature, dissolved oxygen content, extract concentration, or yeast density, individual layers can remain partially separated within the vessel. Without sufficient circulation, localized differences develop inside the fermenter, increasing the likelihood of uneven fermentation performance and creating conditions where microorganisms may establish themselves more easily.
For this reason, experienced brewers pay close attention not only to oxygen dosage but also to how uniformly the incoming wort disperses throughout the vessel.
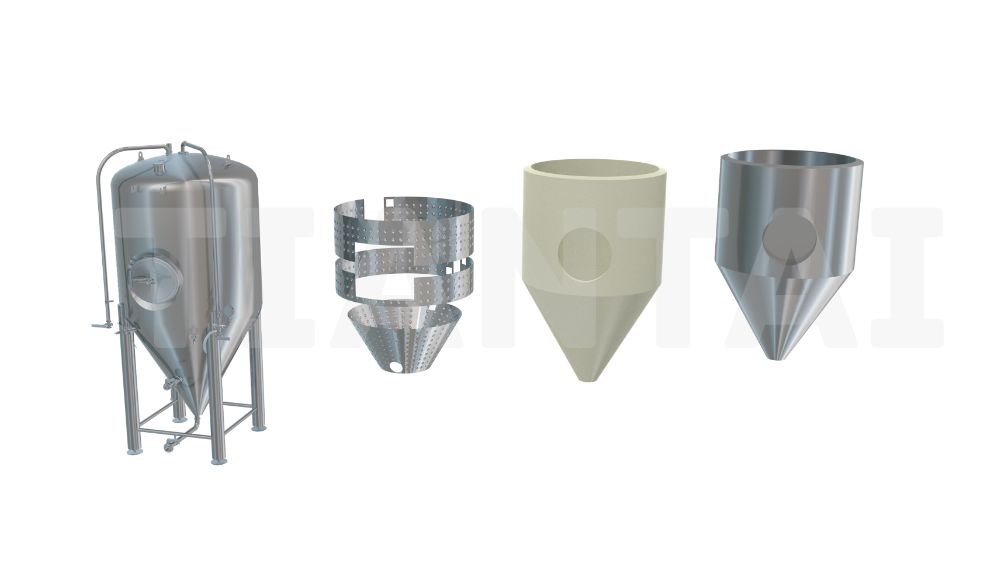
Fermentador design plays an important role here. Smooth internal surfaces reduce areas where proteins or microorganisms can accumulate, while carefully designed inlet geometry encourages gentle circulation rather than creating concentrated flow paths. Modern stainless-steel fermenters typically employ highly polished sanitary interiors with fully passivated welds to eliminate dead zones that complicate cleaning and reduce mixing efficiency.
These design considerations explain why breweries investing in long-term production consistency increasingly evaluate fermenters not only by volume or pressure rating but also by internal flow characteristics and hygienic engineering. TIANTAI’s commercial fermentation tanks, for example, are manufactured with polished sanitary interiors and optimized inlet configurations that support uniform wort distribution while maintaining fully cleanable process surfaces throughout repeated production cycles.
Ultimately, healthy fermentation begins with far more than selecting the right yeast strain. Uniform oxygen distribution, controlled pitching procedures, hygienic vessel design, and stable wort conditions together establish the foundation upon which every subsequent fermentation stage depends.
Managing Convection Inside the Fermenter
Once fermentation begins, the contents of a cylindroconical tank are far from stationary.
Large commercial fermenters continuously develop internal circulation driven by differences in temperature, dissolved carbon dioxide concentration, and liquid density. These natural convection currents influence yeast suspension, nutrient availability, heat transfer, and ultimately fermentation kinetics.
Many brewers imagine fermentation as yeast simply settling toward the cone while CO₂ rises toward the top of the vessel. In reality, the fluid dynamics are considerably more complex.
As yeast converts sugars into ethanol and carbon dioxide, countless CO₂ bubbles rise through the liquid column. Their upward movement creates localized lifting forces, while temperature differences generated by fermentation and glycol cooling simultaneously establish density gradients inside the tank. Together, these mechanisms produce continuous circulation that moves liquid upward through some regions of the vessel and downward through others.
This circulation performs several essential functions.
First, convection helps distribute nutrients evenly throughout the fermenting wort. Rather than allowing yeast cells to remain concentrated near the cone, natural circulation repeatedly carries cells through different regions of the tank, improving contact between yeast and fermentable sugars.
Second, convection minimizes temperature stratification. During active fermentation, yeast generates substantial metabolic heat. Without sufficient circulation, localized hot spots could develop, altering fermentation speed and producing inconsistent flavor compounds. Continuous liquid movement allows heat to disperse more uniformly before being removed through the cooling jackets.
Third, convection influences the concentration of dissolved carbon dioxide surrounding yeast cells. Since elevated CO₂ levels affect yeast metabolism and ester production, maintaining homogeneous conditions throughout the fermenter contributes directly to flavor consistency between batches.
Brewers occasionally enhance this natural mixing when multiple wort batches are introduced into the same vessel.
Instead of using fine oxygen bubbles—which readily dissolve into the wort—operators may briefly inject coarse air, nitrogen, or carbon dioxide bubbles into the transfer line. Large bubbles rise rapidly through the liquid and escape almost immediately, creating strong vertical circulation without significantly increasing dissolved oxygen. This simple technique improves homogenization while avoiding unwanted oxidation during fermentation.
The effectiveness of these circulation patterns depends heavily on the cooling strategy.
Fermentadores equipped with multiple independent glycol cooling zones allow brewers to manipulate convection throughout fermentation rather than relying on a single cooling surface. Activating only the upper cooling jacket during early fermentation creates stronger vertical circulation as cooled liquid descends through the vessel. Later in fermentation, progressively engaging lower cooling zones reduces circulation intensity and encourages yeast flocculation and sedimentation within the cone.
For breweries producing several beer styles, this flexibility becomes especially valuable. Highly attenuated lager fermentations may benefit from prolonged yeast suspension, whereas hop-forward ales often require different cooling profiles to preserve aroma compounds while maintaining stable fermentation performance.
Consequently, modern commercial fermenters increasingly incorporate independently controlled cooling jackets distributed along both the cylindrical shell and conical section. Rather than serving merely as refrigeration equipment, these cooling zones become active process-control tools that allow brewers to influence yeast behavior throughout fermentation.
Equipment manufacturers have likewise shifted their design philosophy. Instead of focusing solely on cooling capacity, leading brewery equipment suppliers now engineer glycol jackets according to expected fermentation loads, vessel aspect ratio, and intended beer styles. TIANTAI applies this engineering approach across its commercial fermentation systems, allowing breweries to tailor cooling performance to specific production requirements rather than relying on a one-size-fits-all configuration.
Viewed from this perspective, convection is not simply a physical phenomenon occurring inside the fermenter. Properly managed, it becomes one of the brewer’s most effective tools for maintaining homogeneous fermentation conditions, promoting consistent yeast performance, and achieving reproducible beer quality from batch to batch.

As breweries continue to pursue greater product consistency and higher production efficiency, fermentation equipment has evolved from simple storage vessels into precisely engineered process systems.
Tiantai designs commercial stainless-steel fermenters with optimized inlet geometry, sanitary polished interiors, and independently controlled glycol cooling zones to support uniform wort distribution and stable fermentation conditions. Rather than focusing solely on vessel fabrication, the company works with breweries to integrate fermenter design into the overall brewing process, ensuring that equipment performance aligns with production objectives.
In the next article, we will examine how fermenter geometry influences yeast sedimentation and why tank filling strategy has a far greater impact on fermentation quality than many breweries realize.
Understanding these principles helps brewers recover healthier yeast, improve flavor consistency, and maximize fermentation efficiency throughout every production cycle.

