Cet article explique les exigences pratiques, le choix des capteurs, les stratégies de contrôle et les mesures de sécurité pour la surveillance du niveau des silos de malt, le contrôle des stocks et les systèmes de transport des grains dans les brasseries modernes. Il s'adresse aux ingénieurs des brasseries, aux responsables d'exploitation et aux équipes d'approvisionnement qui recherchent une approche axée sur l'équipement et qui associe les problèmes à des solutions éprouvées.
Préparation du broyat : manipulation des silos et détection des niveaux
Exigences opérationnelles
Le malt en vrac arrive par livraisons de plusieurs tonnes et est stocké dans des silos dimensionnés pour plusieurs jours de production. Une instrumentation continue et ponctuelle est nécessaire pour éviter les débordements, détecter les conditions de vide ou de bas niveau, permettre le changement automatique de silo et fournir une visibilité sur le contrôle des stocks pour l'approvisionnement et la réconciliation des rendements.
Détection de niveau ponctuel (sondes haut/bas)
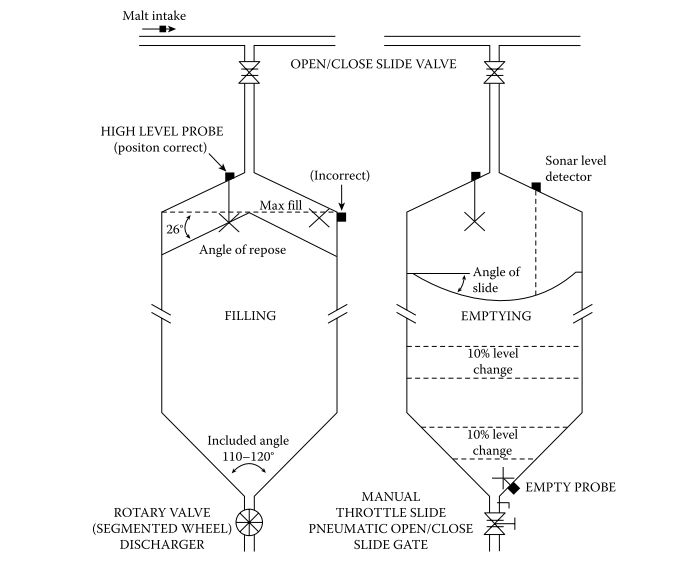
Les détecteurs de niveau à palette rotative sont la norme industrielle pour la détection à point fixe (haut/plein et bas/vide). Ils sont robustes, peu coûteux, intrinsèquement simples et adaptés aux silos extérieurs poussiéreux. Installez les palettes hautes (pleines) excentrées au sommet du silo pour tenir compte de l'angle de repos du malt ; placez les sondes basses (vides) à la sortie pour déclencher des alimentations en silo alternatif ou arrêter les transferts.
Mesure continue du niveau
Lorsqu'un inventaire continu est nécessaire, des capteurs sans contact à ultrasons ou à radar à ondes guidées montés dans la couronne du silo fournissent le niveau en pourcentage et peuvent être convertis en volume/poids à l'aide de la géométrie de la cuve et de la densité en vrac. Le choix du capteur doit tenir compte de la perturbation de l'écho due à la chute des grains, à la poussière, à la condensation et aux sorties coniques ; il doit être installé au milieu du rayon et appliquer une table d'étalonnage pour convertir le niveau en masse.
Alternatives pratiques au contrôle des stocks
Comme la détection continue peut être affectée par la géométrie des silos et le comportement des matériaux, de nombreuses brasseries utilisent une approche hybride : des alarmes ponctuelles et un registre électronique des stocks qui rapproche les poids livrés par les camions et les retraits effectués le jour du brassage, avec des vérifications manuelles périodiques par immersion pour le rapprochement.
Flux et acheminement des grains : convoyeurs, élévateurs et contrôle du déchargement
Architecture de transport
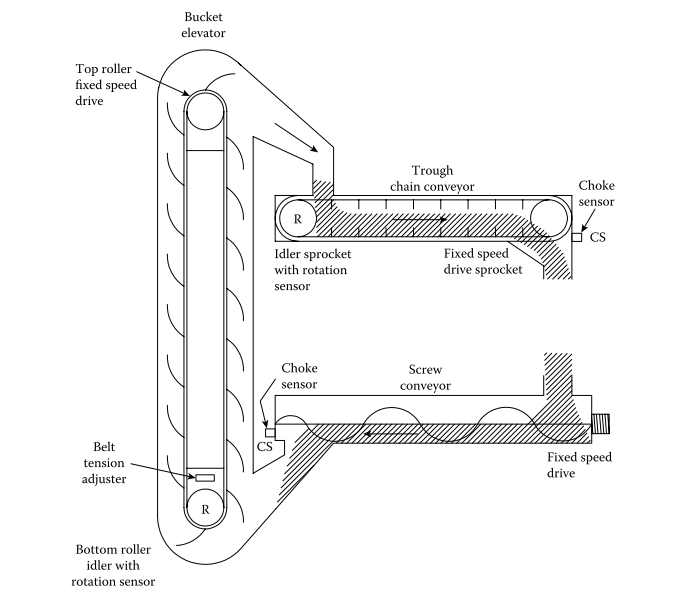
L'acheminement typique du grain utilise des convoyeurs horizontaux alimentant des élévateurs à godets verticaux pour atteindre la caisse de broyage. La conception doit minimiser la stagnation, les ponts et la ségrégation des flux ; la redondance des itinéraires et la logique de démarrage en cascade empêchent la surcharge et facilitent les séquences de redémarrage en toute sécurité.
Contrôle du débit et débit constant
De simples vannes à glissière manuelles sont courantes mais produisent un débit variable en fonction du remplissage du silo. Pour une décharge constante et mesurée, utilisez des déchargeurs rotatifs / vannes rotatives (roue segmentée / sas rotatif / déchargeurs à palettes rotatives) dimensionnés en fonction des caractéristiques du matériau ; ils produisent une alimentation volumétrique fiable, indépendamment de la pression de tête.
Surveillance des convoyeurs et des ascenseurs
Adapter les systèmes de convoyage avec :
- des capteurs de rotation (tachymètres) à l'entrée et à la sortie pour détecter les glissements ou les arrêts ;
- des étrangleurs/pressostats aux points de décharge pour détecter les blocages ;
- le contrôle de l'alignement et de la tension de la bande pour les convoyeurs à bande ;
- verrouillage redondant, de sorte que chaque convoyeur ou élévateur ne démarre qu'après confirmation du fonctionnement de la section en aval (démarrage/arrêt en cascade).
- Les élévateurs à godets doivent être équipés d'un système de détection du glissement de la tête de poulie et d'un système de contrôle de la température et de la chaleur des roulements afin d'éviter les points chauds de frottement.
Contrôle des risques d'explosion et d'incendie (gestion des risques liés à la poussière)
Les poussières de grains sont combustibles. Contrôles techniques clés :
- Réduire au minimum les inflammations dues au glissement de la courroie, à la défaillance des roulements, au frottement des rouleaux, à l'électricité statique ou aux surfaces chaudes.
- Utilisez des moteurs, des capteurs et des interrupteurs homologués/explosifs dans les zones classées.
- Mettre en œuvre la conception de l'enveloppe du convoyeur, la tension correcte de la courroie, le nettoyage de routine et l'arrêt automatique en cas d'alarme d'étranglement ou de glissement.
- Prévoir des dispositifs de protection contre les explosions, de suppression et d'isolation comme l'exigent les normes.
Étalonnage, conversion en poids et précision de l'inventaire
La conversion niveau → volume → masse nécessite :
Géométrie précise de la cuve (prise en compte des sorties coniques par rapport aux parois verticales).
Une valeur fiable de la densité apparente du malt dans son état actuel (la densité apparente varie en fonction de l'humidité et de la manipulation).
Une table d'étalonnage permet de faire correspondre le niveau mesuré à la masse ; à vérifier lors de la vidange et après les livraisons.
Lorsque la détection continue est marginale, il convient de tenir un registre électronique réconcilié des stocks (pesées des camions, pesées de la salle de brassage) et de procéder à des contrôles physiques périodiques par immersion.
Liste de contrôle pour l'installation et la mise en service
Monter des palettes à hauteur d'homme décentrées au niveau de la couronne et vérifier l'actionnement mécanique par rapport à l'angle de repos prévu.
Vérifier la zone aveugle ultrasonique/radar et réaliser un profil d'écho pendant le remplissage pour créer une cartographie d'étalonnage.
Confirmer l'espacement et l'étanchéité du déchargeur rotatif pour éviter les ponts ; procéder à des essais au banc en fonction des débits d'alimentation prévus.
Mettre en œuvre la logique de démarrage en cascade et confirmer les verrouillages au cours de cycles de démarrage/arrêt simulés.
Validez le registre des stocks en effectuant un rapprochement des vidanges complètes et un contrôle des compléments de stocks en fonction des livraisons.
Maintenance, essais et procédures opérationnelles normalisées
Inspection hebdomadaire des interrupteurs à palette, de la tension de la courroie, des capteurs de rotation de la poulie et des interrupteurs de starter.
Recalibrage trimestriel des ultrasons/radars et vérification du profil des échos après les changements saisonniers.
En cas d'événement : alarme automatique → arrêt des convoyeurs en amont → inspection par l'opérateur → redémarrage contrôlé selon les procédures d'exploitation normalisées.
Entretien courant des poussières, programmes de lubrification des roulements et plans de remplacement des pièces d'usure (godets, courroies, joints).
Pour des ensembles d'instrumentation de silo clé en main, des déchargeurs rotatifs, des modules de sécurité de convoyeur et l'intégration PLC/SCADA afin de mettre en œuvre une manutention du malt et un contrôle des stocks sécurisés et vérifiables, consultez nos pages de produits ou demandez une évaluation technique.

