This article explains practical requirements, sensor choices, control strategies, and safety measures for malt silo level monitoring, stock control, and grain conveying systems in modern breweries. It is written for brewery engineers, operations managers, and procurement teams seeking an equipment-led approach that links problems to proven solutions.
Grist preparation: silo handling and level detection
Operational requirements
Bulk malt arrives in multi-ton deliveries and is held in silos sized for days’ production. Continuous and point-level instrumentation is required to: prevent overfill, detect empty/low conditions, support automated silo switching, and provide stock-control visibility for procurement and yield reconciliation.
Point level detection (high/low probes)
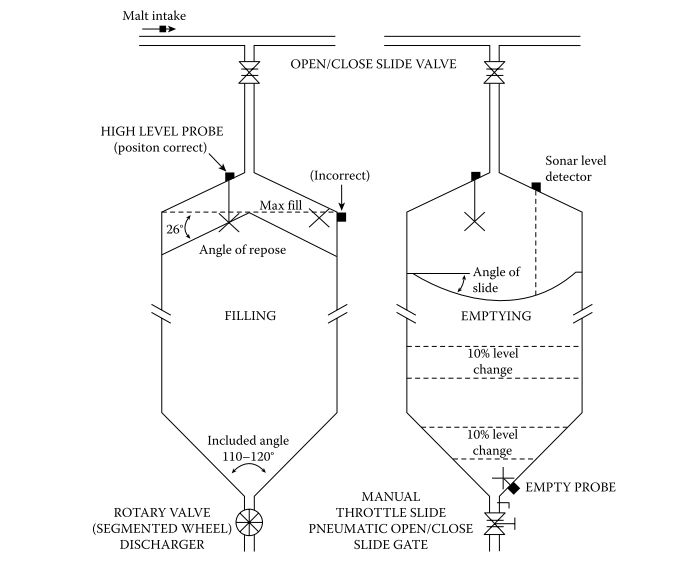
Rotary-paddle (rotating-paddle) level switches are the industry standard for fixed-point detection (high/full and low/empty). They are rugged, inexpensive, intrinsically simple, and suitable for dusty outdoor silos. Install high (full) paddles off-centre at the silo crown to account for the malt’s angle of repose; locate low (empty) probes at the outlet to trigger alternate-silo feeds or stop transfers.
Continuous level measurement
Where continuous inventory is required, non-contact ultrasonic or guided-wave radar sensors mounted in the silo crown provide level as a percentage and can be mapped to volume/weight using vessel geometry and bulk density. Sensor selection must consider echo disruption from falling grain, dust, condensation, and conical outlets; install at a midpoint of the radius and apply a calibration table to convert level to mass.
Practical stock-control alternatives
Because continuous sensing can be affected by silo geometry and material behavior, many breweries operate a hybrid approach: point-level alarms plus an electronic stock ledger that reconciles truck delivery weights and brew-day withdrawals, with periodic manual dip checks for reconciliation.
Grain flow & routing: conveyors, elevators, and discharge control
Conveying architecture
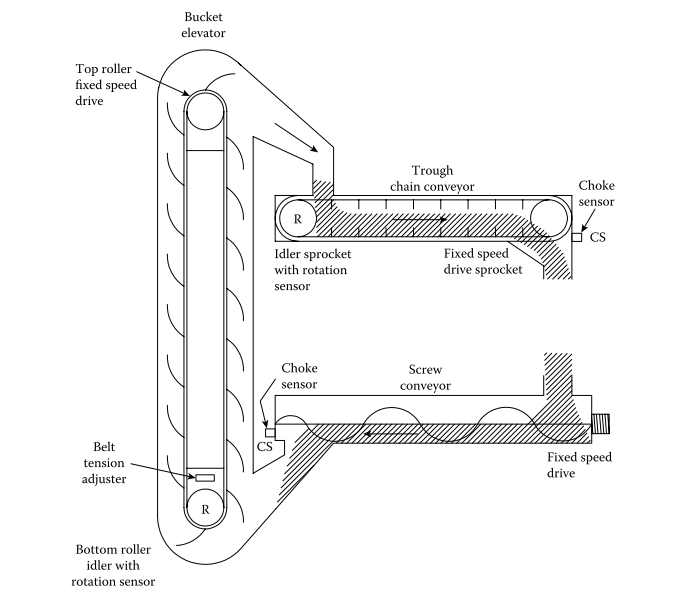
Typical grain routing uses horizontal conveyors feeding vertical bucket elevators to reach the grist case. Design must minimize stagnation, bridging and segregative flow; route redundancy and cascade-start logic prevent overloading and facilitate safe restart sequences.
Discharge control & constant flow
Simple manual slide valves are common but produce variable flow depending on silo fill. For constant, metered discharge use rotary dischargers / rotary valves (segmented wheel / rotary airlock / rotary vane dischargers) sized to the material characteristics; these produce reliable volumetric feed independent of head pressure.
Conveyor & elevator monitoring
Fit conveyor systems with:
- drive-end and infeed rotation sensors (tachometers) to detect slippage or stoppage;
- choke/pressure switches at discharge points to detect blockages;
- belt-misalignment and belt-tension monitoring for belt conveyors;
- redundant interlocking, so each conveyor or elevator starts only after the downstream section is confirmed running (cascaded start/stop).
- Bucket elevators must include head-pulley slip detection and temperature/heat monitoring at bearings to prevent friction hotspots.
Explosion & fire risk control (dust hazard management)
Grain dust is combustible. Key technical controls:
- Minimize ignitions from belt slip, bearing failure, idler friction, static or hot surfaces.
- Use ATEX-rated/explosion-protected motors, sensors and switches in classified zones.
- Implement conveyor casing design, proper belt tension, routine cleaning, and automatic shutdown on choke or slip alarms.
- Provide explosion relief, suppression and isolation as required by standards.
Calibration, conversion to weight, and inventory accuracy
Level → volume → mass conversion requires:
Accurate vessel geometry (account for conical outlets vs vertical walls).
A reliable bulk density value for the malt in its current condition (bulk density varies with moisture and handling).
A calibration table mapping measured level to mass; verify during emptying and after deliveries.
Where continuous sensing is marginal, maintain a reconciled electronic stock record (truck scales in, weigh-offs to brewhouse) plus periodic physical dip checks.
Installation & commissioning checklist
Mount point-level paddles off-centre at the crown and verify mechanical actuation against the expected angle of repose.
Verify ultrasonic/radar blind zone and perform an echo profile while filling to create calibration mapping.
Confirm rotary discharger clearance and sealing to avoid bridging; bench-test under expected feed rates.
Implement cascade-start logic and confirm interlocks during simulated start/stop cycles.
Validate stock ledger with a full emptying reconciliation and a delivery-based top-up check.
Maintenance, testing, and SOPs
Weekly inspection of paddle switches, belt tension, idler rotation sensors, and choke switches.
Quarterly ultrasonic/radar re-calibration and echo-profile verification after seasonal changes.
On-event: automatic alarm → stop upstream conveyors → operator inspection → controlled restart per SOP.
Routine dust housekeeping, bearing lubrication schedules, and replacement plans for wear items (buckets, belts, seals).
For turnkey silo instrumentation packages, rotary dischargers, conveyor safety modules and PLC/SCADA integration to implement secure, auditable malt handling and stock control, review our product pages or request a technical evaluation.

