Este artículo explica los requisitos prácticos, la elección de sensores, las estrategias de control y las medidas de seguridad para la supervisión del nivel de los silos de malta, el control de existencias y los sistemas de transporte de grano en las fábricas de cerveza modernas. Está dirigido a ingenieros cerveceros, directores de operaciones y equipos de compras que busquen un enfoque orientado a los equipos que vincule los problemas con soluciones probadas.
Preparación del grano: manipulación de silos y detección de nivel
Requisitos operativos
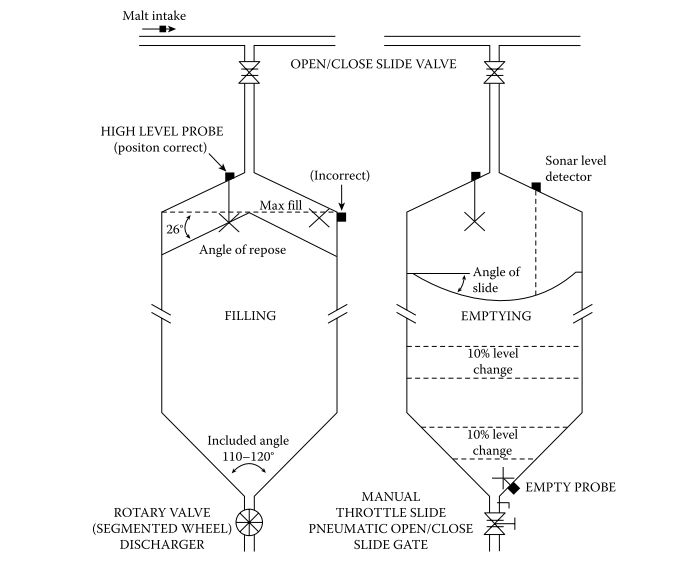
La malta a granel llega en entregas de varias toneladas y se almacena en silos con capacidad para varios días de producción. Se requiere una instrumentación continua y puntual para evitar el sobrellenado, detectar condiciones de vacío o escasez, facilitar el cambio automático de silo y proporcionar visibilidad de control de existencias para el aprovisionamiento y la conciliación de rendimientos.
Detección de nivel puntual (sondas alta/baja)
Los interruptores de nivel de paleta giratoria son el estándar industrial para la detección de punto fijo (alto/lleno y bajo/vacío). Son robustos, baratos, intrínsecamente sencillos y adecuados para silos exteriores polvorientos. Instale las paletas altas (llenas) descentradas en la corona del silo para tener en cuenta el ángulo de reposo de la malta; coloque las sondas bajas (vacías) en la salida para activar la alimentación por silos alternos o detener las transferencias.
Medición continua del nivel
Cuando se requiere un inventario continuo, los sensores ultrasónicos o de radar de onda guiada sin contacto montados en la corona del silo proporcionan el nivel en porcentaje y pueden asignarse a volumen/peso utilizando la geometría del recipiente y la densidad aparente. La selección del sensor debe tener en cuenta la perturbación del eco por la caída del grano, el polvo, la condensación y las salidas cónicas; se instala en un punto medio del radio y se aplica una tabla de calibración para convertir el nivel en masa.
Alternativas prácticas de control de existencias
Dado que la detección continua puede verse afectada por la geometría del silo y el comportamiento del material, muchas fábricas de cerveza utilizan un enfoque híbrido: alarmas a nivel de punto más un libro de existencias electrónico que concilia los pesos de entrega de los camiones y las retiradas del día de elaboración de la cerveza, con comprobaciones manuales periódicas para la conciliación.
Flujo y encaminamiento del grano: cintas transportadoras, elevadores y control de descarga
Arquitectura de transmisión
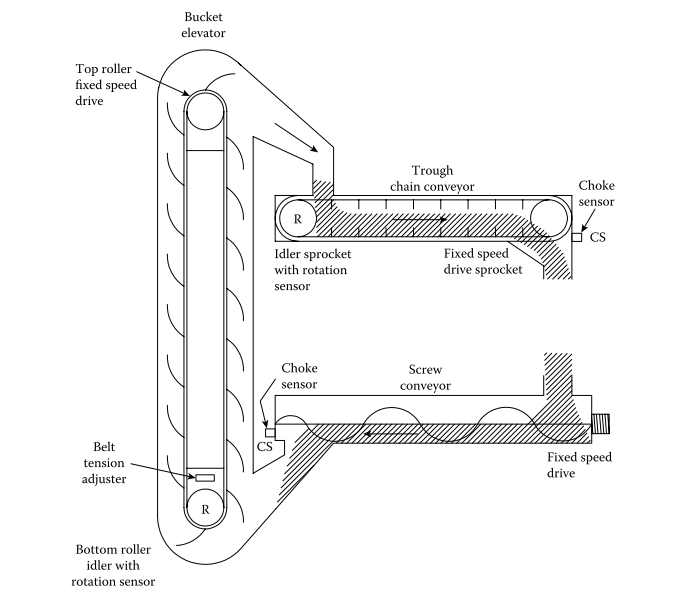
La ruta típica del grano utiliza transportadores horizontales que alimentan elevadores de cangilones verticales para llegar a la caja de molienda. El diseño debe minimizar el estancamiento, la formación de puentes y el flujo segregado; la redundancia de rutas y la lógica de arranque en cascada evitan la sobrecarga y facilitan secuencias de reinicio seguras.
Control de descarga y caudal constante
Las válvulas de corredera manuales sencillas son habituales, pero producen un caudal variable en función del llenado del silo. Para una descarga constante y dosificada, utilice descargadores rotativos / válvulas rotativas (rueda segmentada / esclusa rotativa / descargadores de paletas rotativas) dimensionados para las características del material; estos producen una alimentación volumétrica fiable independiente de la presión de la cabeza.
Supervisión de cintas transportadoras y ascensores
Equipar sistemas transportadores con:
- Sensores de rotación del extremo de accionamiento y de entrada (tacómetros) para detectar deslizamientos o paradas;
- estranguladores/presostatos en los puntos de descarga para detectar obstrucciones;
- control de la alineación y la tensión de las cintas transportadoras;
- enclavamiento redundante, de modo que cada transportador o elevador se pone en marcha sólo después de que se confirme que la sección posterior está en funcionamiento (arranque/parada en cascada).
- Los elevadores de cangilones deben incluir detección de deslizamiento de la polea de cabeza y control de temperatura/calor en los cojinetes para evitar puntos calientes por fricción.
Control del riesgo de explosión e incendio (gestión del riesgo de polvo)
El polvo de grano es combustible. Controles técnicos clave:
- Minimice los encendidos por deslizamiento de la correa, fallo de los rodamientos, fricción de la polea tensora, estática o superficies calientes.
- Utilice motores, sensores e interruptores con clasificación ATEX/protegidos contra explosiones en zonas clasificadas.
- Implementar el diseño de la carcasa del transportador, la tensión adecuada de la cinta, la limpieza rutinaria y el apagado automático en caso de alarmas de estrangulamiento o deslizamiento.
- Proporcionar alivio, supresión y aislamiento de explosiones según lo exigido por las normas.
Calibración, conversión a peso y precisión de inventario
La conversión nivel → volumen → masa requiere:
Geometría exacta del recipiente (tenga en cuenta las salidas cónicas frente a las paredes verticales).
Un valor fiable de la densidad aparente de la malta en su estado actual (la densidad aparente varía con la humedad y la manipulación).
Una tabla de calibración que asigna el nivel medido a la masa; verificar durante el vaciado y después de las entregas.
Cuando la detección continua sea marginal, mantenga un registro electrónico de existencias conciliado (básculas de camiones de entrada, pesaje en la sala de cocción), además de controles físicos periódicos por inmersión.
Lista de comprobación para la instalación y puesta en marcha
Montar las palas de nivelación descentradas en la corona y verificar el accionamiento mecánico contra el ángulo de reposo previsto.
Verifique la zona ciega ultrasónica/radar y realice un perfil de eco durante el llenado para crear un mapa de calibración.
Confirmar la holgura y el sellado del descargador rotativo para evitar puentes; realizar pruebas de banco con las velocidades de alimentación previstas.
Implementar la lógica de arranque en cascada y confirmar los enclavamientos durante los ciclos simulados de arranque/parada.
Valide el libro de existencias con una conciliación de vaciado completo y una comprobación de recarga basada en la entrega.
Mantenimiento, pruebas y procedimientos normalizados de trabajo
Inspección semanal de los interruptores de las paletas, la tensión de la correa, los sensores de rotación de la polea tensora y los interruptores del estrangulador.
Recalibración trimestral ultrasónica/radar y verificación del perfil del eco tras los cambios estacionales.
En caso de incidente: alarma automática → parada de los transportadores aguas arriba → inspección del operador → reinicio controlado según el PNT.
Mantenimiento rutinario del polvo, programas de lubricación de rodamientos y planes de sustitución de elementos de desgaste (cangilones, correas, juntas).
Si desea paquetes de instrumentación de silos llave en mano, descargadores rotativos, módulos de seguridad de cintas transportadoras e integración PLC/SCADA para implantar una manipulación de la malta y un control de existencias seguros y auditables, consulte nuestras páginas de productos o solicite una evaluación técnica.

